The global coal mining industry is currently undergoing a significant transformation. As safety regulations become more stringent worldwide, especially in underground mining hubs like Australia, South Africa, the USA, and India, the demand for high-reliability, flameproof auxiliary transportation equipment has surged. Coal Mining Flameproof Carriers are no longer just optional vehicles; they are critical safety assets that prevent catastrophic gas or dust explosions in deep-mine environments.
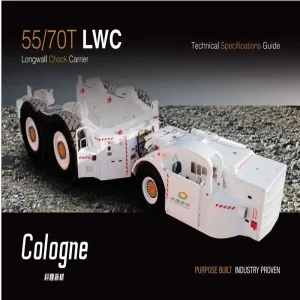
The industrial landscape is shifting from traditional diesel-powered equipment toward smarter, more efficient LWC (Longwall Chock) carriers. These vehicles are designed to handle payloads ranging from 30 to 70 tons, navigating through narrow and humid underground tunnels. Global enterprises now prioritize carriers that offer not only "Cheap Quotes" but also lower total cost of ownership (TCO) through durability and reduced maintenance cycles.
Compliance with global safety standards (ATEX, IECEx) to ensure zero sparks in methane-rich coal faces.
Engineered for moving massive longwall supports and hydraulic shields weighing up to 70 tons with precision.
Advanced hydraulic systems imported from leading European tech hubs to ensure smooth operation under pressure.
As we move into the era of Mining 4.0, the industry is witnessing three major trends: Automation, Electrification, and Digitization. Modern coal mining flameproof carriers are being integrated with AI-driven monitoring systems that track engine heat, hydraulic pressure, and gas levels in real-time. This "Smart Carrier" concept allows for predictive maintenance, significantly reducing downtime.
Furthermore, the move towards environmental sustainability is pushing manufacturers to develop electric-powered flameproof vehicles. These units eliminate underground exhaust emissions, creating a healthier workspace for miners while reducing the cost of complex ventilation systems. Buying from a factory that invests heavily in R&D (like Shaanxi Kelong) ensures that your equipment stays ahead of these technological shifts.
Shaanxi Kelong New Materials Technology Co., Ltd. was founded in 1996. We are a technological innovation company integrating R&D, production, and sales. We concentrate on hydraulic seal sets, high-pressure hoses, and most importantly, coal mine auxiliary transportation equipment.
Our products have been widely applied to the Coal Mining industry, Civil Aviation, High-speed railways, and Engineering machinery. As a China-based factory, our core advantage lies in the perfect balance between high-quality European technology and cost-effective Chinese manufacturing. We utilize production technology from DMH Company in Austria and complete sets of equipment imported from Italy for our hose production base.

Our equipment isn't just in China; it is trusted globally for its durability in extreme conditions. From the deep coal seams of Inner Mongolia to demanding international projects, our LWC Carriers and Shovel Loaders have proven their worth.

Ultra-tough, high-pressure hydraulic hose for rock-solid machinery performance.

Rigorously tested seals and hoses that stay stable under extreme conditions.

Innovative designs combining flexibility and strength for maritime environments.
Seals tight, lasts long in high-pressure tunnel boring machine settings.
International buyers seek "Cheap Quotes", but they cannot sacrifice quality. China has become the world leader in coal mining machinery because of its complete supply chain and massive internal market (the largest in the world). Shaanxi Kelong provides: