In the high-stakes environment of underground mining, where combustible dust and methane gas pose constant risks, the demand for Flameproof Handling Vehicles For Mines has transitioned from a luxury to a critical safety mandate. Globally, the mining sector is witnessing a shift towards heavy-duty, explosion-proof logistics to ensure that material handling does not become a ignition source.
From the deep coal seams of Australia and South Africa to the burgeoning mineral mines in South America, the industrial landscape is prioritizing "Intelligent Safety." Manufacturers are no longer just building trucks; they are engineering mobile safety fortresses equipped with flame-retardant enclosures, spark-arresting exhausts, and integrated thermal monitoring systems.

With the global push for "Green Mining," many procurement officers are seeking electric or hybrid flameproof vehicles. These units reduce underground heat emission and eliminate toxic diesel particulates, creating a healthier workspace for miners.
Modern mines are investing in "Driverless" handling vehicles. Integration with 5G and AI allows these vehicles to navigate tight tunnels autonomously, significantly reducing human exposure to hazardous areas.
The procurement trend is leaning towards "Multi-Purpose" platforms. Vehicles like our WC80Y-80T series are designed for maximum load capacity with minimal maintenance cycles, offering a lower Total Cost of Ownership (TCO).
Local application scenarios in the EU and North America require strict adherence to ATEX, IECEx, and MSHA standards. Global buyers prioritize suppliers who can prove rigorous testing and certification compliance.
Shaanxi Kelong New Materials Technology Co., Ltd., founded in 1996, has evolved from the Xianyang Kelong Rubber Products Institute into a powerhouse of industrial innovation. We combine R&D, production, and high-end technical service to provide global mining solutions.



Our ultra-tough high-pressure hoses ensure rock-solid performance in longwall chock carriers.

Tested under 80Mpa pressure, our sealing kits provide unmatched safety in mining shovel loaders.
Kelong's vehicles and seals cut maintenance costs by 30% in high-pressure TBM settings.
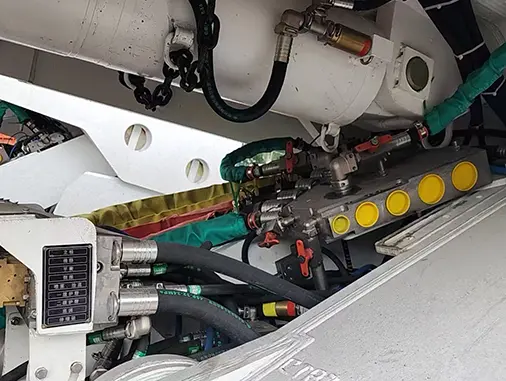
Our hydraulic hose production base utilizes a complete set of equipment imported from Italy, and our sealing products leverage the advanced technology of DMH Company in Austria. This ensures that every Flameproof Handling Vehicle is built with the highest precision components available in the industry.
When searching for Cheap Flameproof Handling Vehicles For Mines, savvy industrial buyers understand that "cheap" refers to the long-term value and operational efficiency, not just the initial purchase price. The complexity of underground mining necessitates vehicles that can handle the sheer weight of hydraulic supports, often exceeding 50 to 80 tons, while operating in environments that could potentially ignite with a single spark.
Our WC series, including the WC50Y(B) and WC80Y-80T, represents the pinnacle of heavy-load auxiliary transportation. These vehicles are engineered with a low-profile chassis to navigate the confined spaces of longwall mining faces. The hydraulic longwall chock carriers are essential for the rapid relocation of coal mining equipment, significantly reducing downtime during face transfers. By integrating advanced hydraulic systems with flameproof diesel engines, we provide a solution that is both powerful and compliant with underground explosion-proof standards.
The global procurement landscape for mining equipment is shifting towards sustainable and durable designs. Companies in the US, Russia, and India are increasingly looking for China-based manufacturers like Kelong because of our ability to scale production while maintaining ISO and IRIS certifications. Our R&D center, supported by a 7% annual revenue investment, focuses on the "Science of Sealing." Since the hydraulic systems of handling vehicles are their lifelines, our expertise in EPDM, HNBR, and NBR rubber seals ensures that our vehicles operate without leaks even under the most grueling 24/7 mining shifts.
Localized application scenarios vary greatly. In deep coal mines where methane levels are high, our flameproof shovel loaders are equipped with water-cooled exhaust manifolds and dry-type flame arrestors. In high-altitude mines, we optimize our engine turbocharging systems to ensure that the WC55E-55T shovel loaders maintain their rated horsepower despite lower oxygen levels. This level of granular engineering is what sets Kelong apart as a specialized exporter and manufacturer.
Furthermore, the auxiliary transportation of equipment weighing less than 30 to 55 tons requires a delicate balance of torque and maneuverability. Our WC25E(A) to WC55E range of diesel shovel loaders features ergonomic cabins for operator safety, multi-way valve control for precise movement, and heavy-duty tires designed for the abrasive floor of a mine. We also provide comprehensive repair services and technological support, recognizing that the sale is just the beginning of our partnership with the mine site.
As we look to the future, the integration of IoT (Internet of Things) into our handling vehicles will allow mine managers to track fuel consumption, load cycles, and engine health in real-time. This digital transformation, combined with our robust mechanical engineering, positions Kelong New Materials as a leader in the global mining auxiliary equipment industry. We welcome international partners to visit our facility and witness the synergy of Italian equipment, Austrian technology, and Chinese manufacturing efficiency.