Shaanxi Kelong New Materials Technology Co., Ltd., established in 1996, evolved from the prestigious Xianyang Kelong Rubber Products Institute. Today, we stand as a beacon of technological innovation, integrating R&D, production, and high-stakes engineering services. Our core competency lies in hydraulic equipment carriers for mining, high-pressure hose systems, and specialized sealing solutions.
With nearly three decades of experience, our products are the lifeblood of critical industries, including underground coal mining, civil aviation, high-speed rail, and wind power. We don't just provide equipment; we provide the reliability required when failure is not an option.
Total Assets (RMB)
Annual Output (RMB)
Senior Technicians
Industry Ranking
Our next-generation carriers are moving toward IoT integration. By embedding sensors within hydraulic seals and hose joints, we enable real-time pressure monitoring and predictive maintenance, reducing "Cheap" operational costs through the prevention of unplanned downtime.
Utilizing technology from DMH Austria, we are developing ultra-low friction TPU and PTFE compounds that extend the service life of mining carriers by 40% in abrasive environments. This "Information Gain" ensures our clients receive the best TCO (Total Cost of Ownership).
We are researching biodegradable hydraulic fluid compatibility for our carriers, ensuring that the mining equipment of tomorrow meets the stringent environmental ESG standards of global enterprises.
Our manufacturing base is a testament to the "China Factory 4.0" initiative. By importing full sets of equipment from Italy and adopting Austrian sealing production technology, we've achieved a seamless blend of high-volume efficiency and precision engineering. This allows us to offer Cheap Hydraulic Equipment Carriers without compromising the IRIS and ISO certifications that global procurement teams demand.
With an R&D investment exceeding 7% of our annual revenue, we ensure that our supply chain remains resilient against global fluctuations, providing a stable source of components for heavy mining machinery.

Global mining firms require carriers that can be adapted to specific subterranean geologies. Our modular design approach allows for rapid prototyping and deployment.
We understand the importance of MSHA (USA) and CE (Europe) standards. Our technical teams provide localized support documentation to ensure smooth regulatory approval for all imported hydraulic systems.
While "Cheap" is the entry point, "Value" is the goal. We focus on reducing the frequency of seal replacements and hose bursts, which are the primary hidden costs in mining logistics.




The mining industry is shifting from brute force to intelligent extraction. Our Hydraulic Equipment Carriers serve as the backbone for this transition. By optimizing auxiliary transportation, we help mines reduce energy consumption by up to 15%. Our solutions integrate seamlessly with existing fleet management software, providing a macro-level view of equipment health and logistic efficiency.
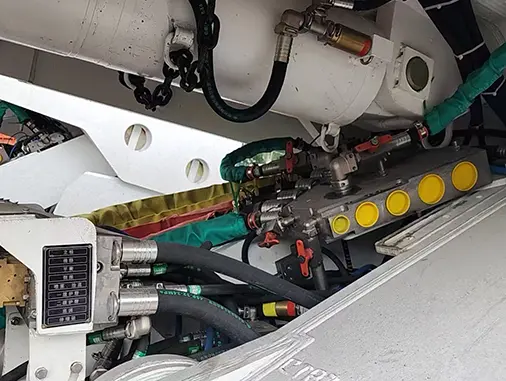
Using DMH-standard machinery to ensure zero-leakage in high-vibration mining zones.
Carrier components designed to withstand the extreme temperatures of deep-earth operations.
Pre-packaged seal and hose kits for field-side maintenance, minimizing downtime.
We achieve cost-efficiency through vertical integration and high-volume production in our China 4.0 facility. By controlling the entire process—from raw polymer seal production to final carrier assembly—we eliminate middleman markups while maintaining Italian and Austrian quality standards.
We provide full documentation for global shipping, including ISO and IRIS certifications. Our logistics team is experienced in handling heavy machinery transport to major mining hubs in Australia, Africa, and South America.
Yes. With our R&D center and 180+ technicians, we can reverse-engineer or custom-design seals and hoses to fit any specific mining carrier model, ensuring perfect compatibility and performance.
Our hoses are designed for high-cycle fatigue resistance. Depending on the specific application (e.g., TBM vs. Auxiliary transport), our hoses typically exceed industry standard life cycles by 25% due to our unique TPU reinforcement technology.