Explore our engineering-grade components designed to withstand high pressure, friction, and extreme conditions in underground longwall transport vehicles and industrial machinery.







In deep underground coal mining operations, the efficiency of auxiliary transportation directly dictates the overall output and safety of the longwall face. Longwall mining involves moving exceptionally heavy equipment—such as hydraulic roof supports, armored face conveyors, and coal shearers—through tight, hazardous, and highly regulated underground pathways.
As global energy demands call for deeper and more complex extractions, standard commercial heavy vehicles are completely inadequate. Longwall Transport Special Vehicles, such as diesel shovel loaders and articulated frame-type carriers, must feature explosion-proof technology, high load capacity within low clearances, and ultra-robust hydraulic systems to survive the harsh mechanical strains of mining operations.
Shaanxi Kelong New Materials Technology Co., Ltd. bridges this technical gap by providing both the complete heavy-duty transportation machinery (like the WC30E-30T Diesel Shovel Loader) and the critical high-pressure seals and hydraulic hoses that prevent system downtime under severe pressure load stresses.

Founded in 1996 and emerging from the prestigious Xianyang Kelong Rubber Products Institute, Shaanxi Kelong New Materials Technology Co., Ltd. has developed into a national technological powerhouse integrating R&D, manufacturing, and distribution of critical heavy industrial components.
Kelong stands out as a top-three leader in China's domestic coal machine sealing industry. We specialize in hydraulic seal sets, high-pressure hoses, coal mine auxiliary transportation equipment, equipment overhaul/maintenance services, and comprehensive technological support.
Our systems are widely applied across challenging sectors worldwide, including coal mining, civil aviation, high-speed rail, heavy engineering machinery, and wind power generation. By manufacturing both the heavy machinery (frame-type handling vehicles) and the hydraulic components that power them, we ensure flawless interoperability and design efficiency.
Global mining enterprises buy from Kelong not just for competitive pricing, but for the profound resilience, control, and efficiency of our integrated supply chain.
We formulate our own custom elastomers, machine our own heavy metal frames, and assemble advanced hydraulic systems all within our self-owned factories. This eliminates third-party markups and guarantees rapid delivery times.
We dedicate over 7% of our annual revenue directly to research and development. Backed by 180+ technical engineers (representing 17.5% of our staff), we consistently innovate products to handle higher temperatures and pressures.
Based in Shaanxi, the industrial heartland of China's heavy equipment manufacturing, we leverage world-class raw materials, specialized local steel mills, and optimized rail/maritime freight networks to deliver components globally.

To ensure that our products meet the strict safety regulations of international mining markets, Kelong has invested heavily in acquiring the world's most advanced manufacturing machinery:
Procuring managers for international mining groups look beyond unit costs. They evaluate long-term reliability, site-specific safety compliance, and after-sales support. At Kelong, we address these challenges systematically.
Mining machinery operating underground must adhere to region-specific safety certifications. In Europe, this involves ATEX directives; in the United States, MSHA approvals; in Australia, MDG guidelines; and in China, the mandatory MA (Mining Safety) mark.
Our auxiliary transport vehicles are engineered with explosion-proof diesel engines, flame-retardant tires, anti-static materials, and exhaust gas purification systems to meet and exceed global underground safety regulations.
A single hour of unplanned downtime at a longwall face can cost mining companies tens of thousands of dollars. By deploying our high-performance composite bushings (like the KL65 and KL64), and high-pressure wire braided hoses, mines can extend maintenance intervals from months to years, significantly lowering their TCO.
Our high-pressure hoses and sealing solutions are battle-tested in the most demanding industrial applications globally.

Ultra-tough, high-pressure hydraulic hose built for rock-solid performance in heavy underground excavators and face equipment.

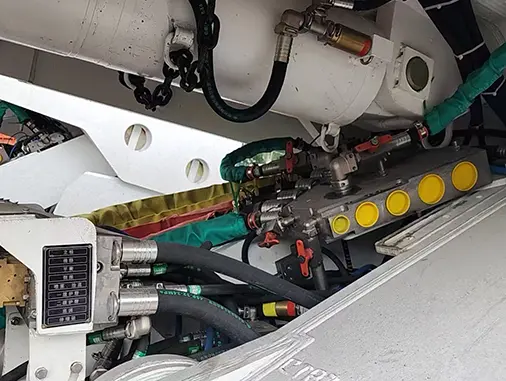
Rigorously tested hydraulic high-pressure assemblies designed to maintain system stability under extreme lifting loads.

Corrosion-resistant and flexible high-pressure lines designed for rapid installation and long service life on offshore drilling platforms.

Engineered to improve hydraulic pitch control efficiency in wind turbines, reducing high-altitude maintenance costs.
Designed to seal tightly and perform reliably under continuous high-torque vibrations in large Tunnel Boring Machines.
We specialize in designing bespoke hydraulic hoses and seals according to your custom CAD drawings.
Contact Our EngineersSafety requirements and environmental policies are accelerating technology adoption in the auxiliary transport sector.
As ventilation costs increase with mine depth, reducing diesel emissions is critical. The industry is moving toward battery-powered explosion-proof vehicles and hybrid drivetrains. Kelong is actively researching high-voltage electric mine loaders to meet these green mining mandates.
Modern longwall shields are becoming heavier, requiring compact vehicles with higher load ratings. Articulated chassis designs provide tight turning radii in narrow mine headings, while low-profile cabins protect operators in low coal seams.
Smart vehicles are increasingly integrating sensors into hydraulic hoses and seals to monitor real-time pressure, wear, and oil temperature. Integrating sensors into Kelong's high-pressure lines allows operators to practice predictive maintenance and avoid unexpected breakdowns.
High-temperature, water-glycol hydraulic fluids used in fire-resistant mining systems require compatible seal materials. Our engineering labs continue to develop advanced NBR, FKM, and polyurethane formulations that resist hydrolysis and chemical degradation.
Browse our range of heavy transportation machinery, durable cylinder rods, pneumatic piston seals, and custom wire-braided hoses.