Engineered for extreme performance, high structural safety, and long service life in coal mining, heavy machinery, and underground handling systems.







Analyzing market drivers, safety mandates, and cost mitigation strategies for modern hazardous environment operations.
Global demand for industrial transport vehicles engineered for volatile atmospheres—specifically underground mining, petrochemical processing plants, and offshore oil platforms—has reached a crucial tipping point. Regulations such as the European ATEX Directive, the global IECEx system, and local mining safety certifications require that all materials handling equipment adhere to strict ignition-prevention standards. Enterprise buyers face the challenging task of managing capital expenditures (CAPEX) while ensuring zero risk of combustible gas or dust ignition.
Acquiring reliable, yet cost-efficient explosion-proof transport machines (such as heavy-duty loaders, diesel shuttle cars, and frame handling vehicles) is not just a regulatory checkmark; it is the backbone of operational safety. Equipment must prevent electric arc generation, control exhaust gas temperatures below critical thresholds, and integrate high-durability hydraulic components. Underneath these robust vehicles lies a network of highly engineered hydraulic hoses, wear rings, and composite seals designed to withstand intense pressure and high friction without causing heat buildup.
Modern procurement pipelines focus strongly on the Total Cost of Ownership (TCO). While the initial price of specialized machinery remains an important factor, long-term costs associated with component degradation, premature hydraulic failure, and safety shutdowns are the primary drivers behind vendor selection. This is why leading global enterprises prioritize exporters that can deliver certified machinery along with high-grade, resilient sealing packages that minimize breakdown times.
Ensuring machinery qualifies for Class I Div 1, Class II Div 1, or ATEX Zone 1/21 requirements to mitigate combustible gas and volatile dust risks.
Restricting maximum surface temperatures (T-ratings) to prevent hot surface auto-ignitions during prolonged heavy payload hauling cycles.
Integration of advanced combustion control, high-pressure hydraulics, and specialized auxiliary support equipment.
Limiting electrical and thermal energy output in control units, sensors, and telemetry systems to ensure that sparks are physically incapable of causing combustion in explosive environments.
Housing heavy electrical systems in explosion-proof enclosures. In the event of an internal blast, these structures withstand the pressure and cool the escaped gases before they can ignite ambient atmosphere.
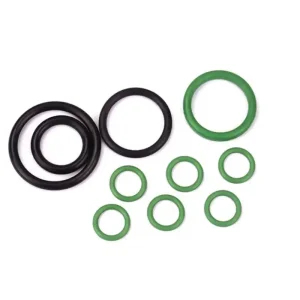
Utilizing high-pressure, steel-wire reinforced hydraulic hoses and specialized seal materials (such as NBR, HNBR, FKM, and PTFE) to drive power transmission, eliminating spark-prone mechanical link components.
| Transport Machine Parameter | Standard Industrial Version | Explosion-Proof Auxiliary Version (Ex d / Ex ib) | Critical Component Support |
|---|---|---|---|
| Ignition Control | Open spark electrics / standard diesel | Flame arrestors, spark-free cooling, wet exhaust | Ex-d housings, water jacketed manifolds |
| Hydraulic Operating Pressure | Up to 25 MPa | Up to 50 MPa (Heavy duty mining loads) | EN 856 4SH & SAE 100 R13 Spiral Hoses |
| Sealing Mechanisms | Standard polyurethane / commercial seals | High extrusion-resistant PTFE, HNBR, FFKM, Pom | KL09 / KL83 Sealing Sets, Turning Seals |
| Exhaust Gas Temperature | Unregulated (> 350°C) | Strictly controlled (< 150°C) | Water deluge exhaust cooling loops |
Shaanxi Kelong New Materials Technology Co., Ltd. was founded in 1996, which grew from Xianyang Kelong Rubber Products Institute.
It is a technological innovation company integrating R&D, production, and sales, concentrates on hydraulic seal sets, high-pressure hoses, coal mine auxiliary transportation equipment, repairing coal mine auxiliary transportation equipment, technological services, and more. Our products have been widely applied to the Coal mining industry, Civil Aviation, High-speed railway, Engineering machinery, Wind power, and other key industrial sectors. The high-quality products and services are trusted by customers all over the world.
At present, the company's total assets are 600 million RMB, with an annual output value of 300 million RMB. There are more than 500 employees in the company, including nearly 180 engineers and technicians, representing more than 40% of the total number of college graduates, and Enterprise R&D personnel account for 17.5% of our staff. Over the past three years, R&D investment has consistently accounted for more than 7% of our annual income.





"The company is one of the top three in the domestic coal machine sealing industry. High-pressure rubber hoses and frame-type handling vehicles are projected to reach the top three within two years. Currently, our main products claim an 8% market share in the domestic sector."






Combining imported production lines, materials engineering, and world-class quality frameworks.

With an intensive R&D program backed by over 7% annual revenue investment and a team of 180+ experts, we sustain high-capacity, customized production to match global specifications.
Our operations carry ISO and IRIS certifications. We enforce trace inspections from raw elastomers and steel alloys to finished pressure tests, ensuring every batch meets heavy-duty requirements.
Sealing products adopt production systems from Austria's DMH. Our hydraulic hose base runs on complete manufacturing setups imported from Italy, ensuring excellent mechanical properties.
Our integration of European technical setups with cost-effective Chinese manufacturing logistics allows us to supply competitive pricing for high-pressure systems. Shaanxi Kelong maintains full process ownership of engineering, prototype formulation, and mass-market deliveries.
"Sealing products adopt the equipment and production technology of DMH Company in Austria."
Whether you require custom size turning seals or spiral hydraulic hoses rated to resist heavy abrasion (such as SAE 100 R13), our engineering center designs parts that match your exact parameters.

Pioneering clean diesel, lithium battery powertrains, and high-integrity hydraulic transmission systems.
Future iterations of diesel shovel loaders (e.g., WC55E-55T) focus on integrating water-cooled turbochargers, exhaust gas scrubbers, and electronic control units that meet rigorous emissions caps. This maintains explosion safety margins while dramatically improving fuel efficiency and reducing hazardous exhaust emissions in closed mine galleries.
The industry roadmap is shifting toward flameproof, battery-electric vehicles (BEVs). Integrating heavy explosion-proof battery boxes and thermal runaway containment valves minimizes risk. Kelong supports this evolution by supplying custom-designed turning seals and chemical-resistant EPDM/FFKM O-rings that prevent moisture and chemical corrosion in battery containment enclosures.
High-pressure fluid leaks in hazardous environments present extreme atomized spray ignition risks. Mitigating this risk requires switching to ultra-tough, steel-wire spiral hoses (SAE 100 R13/EN 856 4SH) and robust, double-acting piston seal assemblies. Keeping oil lines dry prevents localized heat buildup, reduces oil consumption, and prevents ignition events.
High friction creates heat, which acts as a hazard in explosive atmospheres. Using composite wear rings (like the KL64 Hydraulic Guide Ring) limits metal-to-metal contact within cylinder pistons, reducing mechanical heat and keeping temperatures well below safety limits.
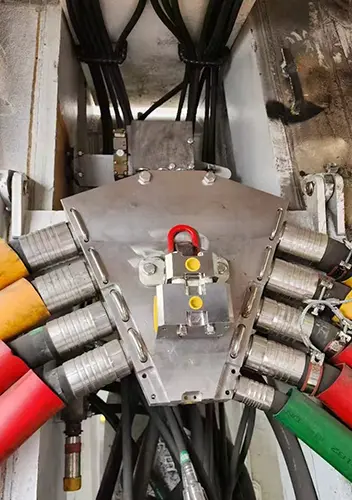
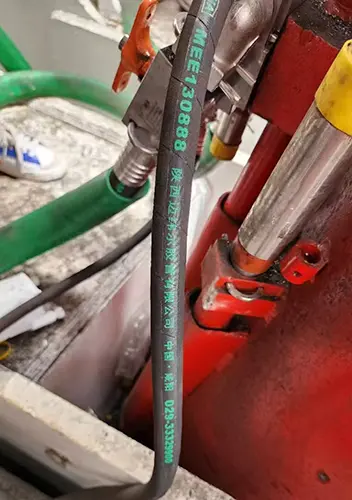
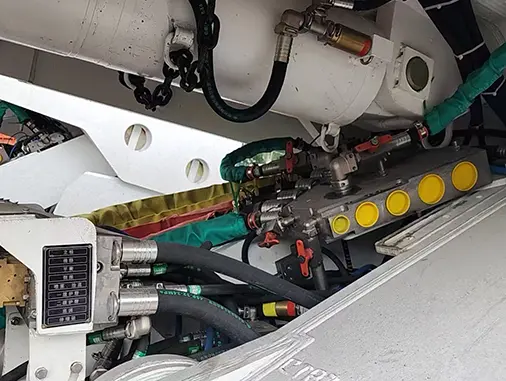
Field applications showing our high-pressure hoses and robust sealing kits in extreme operating zones.

Ultra-tough, high-pressure hydraulic hose for rock-solid machinery performance in deep-level extraction equipment.


Rigorously tested, this high-impulse hose stays stable under extreme pressures and dynamic lifting cycles.

Innovative design: combines flexibility and high structural strength, easy to install in saltwater atmospheres.

Upgrade your equipment's efficiency and pitch control reliability with our high-pressure hydraulic hose.
Tunnel Boring Machines require robust reliability. Our hoses seal tight, last long in high-pressure and abrasive mud/rock settings, cutting maintenance costs and downtime.
We continuously invest in upgrading our processing and testing lines, maintaining high manufacturing accuracy.
Technical clarifications on sourcing, installation, and engineering of explosion-proof auxiliary parts.
High durability, custom geometries, and superior friction coefficients for global industrial systems.