The global mining landscape is undergoing a radical transformation, and at the heart of underground coal mining lies the Longwall Hydraulic Support System. These systems are not merely structural components; they are the "mechanical lungs" of the mine, ensuring safety and enabling high-efficiency coal extraction. Currently, the global market is dominated by large-scale operations in Australia, Russia, the United States, and China, where the demand for automated, robust, and cost-effective hydraulic supports is at an all-time high.
As coal seams become deeper and more geologically complex, the industry is shifting toward heavy-duty, high-capacity supports. Traditional "cheap" solutions are being replaced by "value-engineered" systems—where the focus is on reducing the total cost of ownership through durability and reduced maintenance. In this context, Chinese manufacturers have emerged as world leaders, combining state-of-the-art technology with competitive pricing.

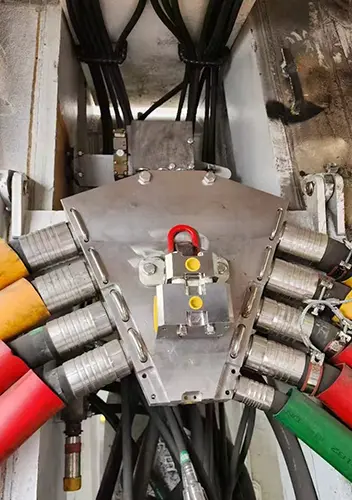
The transition from manual valve control to fully automated electro-hydraulic systems allows for remote operation, significantly enhancing worker safety.
Real-time monitoring of pressure, stroke, and seal integrity via IoT sensors provides predictive maintenance alerts, preventing catastrophic face falls.
Modern hydraulic fluids and high-pressure hoses (like the SAE 100 series) are now designed to be fire-resistant and biodegradable to meet strict ESG standards.
Global procurement teams are no longer looking for a one-size-fits-all product. The modern "Longwall Hydraulic Support Systems Pricelist" must reflect customized solutions—ranging from thin seam supports for complex European mines to massive 8-meter high supports for Australian open-cut coal fields. Companies like Kelong New Materials provide tiered pricing based on materials, pressure ratings (R12/4SH), and electronic integration levels.
Shaanxi Kelong New Materials Technology Co., Ltd. was founded in 1996, growing from the Xianyang Kelong Rubber Products Institute into a global powerhouse in hydraulic sealing and coal mine auxiliary transportation.
 600M
Total Assets (RMB)
600M
Total Assets (RMB)
 400M
Annual Output (RMB)
400M
Annual Output (RMB)
 500+
Global Employees
500+
Global Employees
 180+
Engineers & Techs
180+
Engineers & Techs

We invest 7%+ of our annual income into R&D. Our sealing products adopt the equipment and production technology of DMH Company in Austria, ensuring international standards.
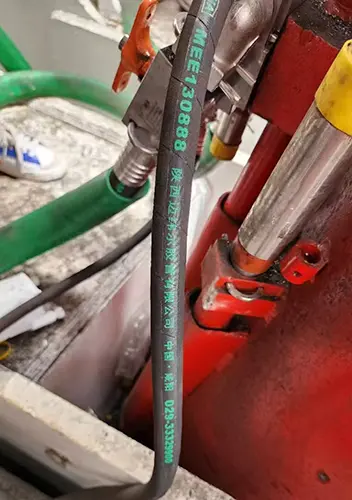
Our hydraulic hose production base utilizes a complete set of imported equipment from Italy, guaranteeing precision in wire braiding and rubber vulcanization.
Ranked top three in the domestic coal machine sealing industry, we control an 8% market share and are rapidly expanding into high-pressure rubber hoses.

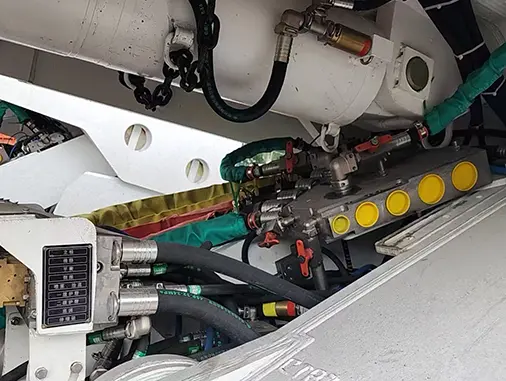
Ultra-tough, high-pressure hydraulic hose for rock-solid machinery performance in deep-well mining.

Rigorously tested hoses staying stable under extreme load conditions and environmental temperatures.

Innovative design combining flexibility and marine-grade corrosion resistance for offshore operations.
Sealing solutions that cut maintenance costs by 30% in high-pressure tunnel boring projects.
When searching for a Longwall Hydraulic Support Systems Company, industrial buyers must evaluate more than just the "cheap" factor. The total value is derived from the synergy between the support structure, the hydraulic legs, the control system, and the high-pressure conduits.
China's dominance in this sector is fueled by a massive domestic coal industry that serves as the world's largest testing ground. As a factory like Shaanxi Kelong, we benefit from a complete industrial supply chain—from high-grade steel to advanced polymer chemistry for our oil seals. This allows us to offer a Pricelist that is significantly more competitive than Western alternatives without compromising on the ISO and IRIS certified quality.
Our commitment to technological innovation means we don't just sell products; we provide comprehensive metallurgical and mechanical sealing kits (PSZ Type) and OEM cylinder seal assemblies. By integrating Austrian design philosophy with Italian manufacturing precision and Chinese scale, we deliver a product that thrives in the world's most demanding underground environments.