High-performance components designed for the most demanding underground environments.
How Modern Technologies are Redefining Safety and Efficiency in Underground Coal Extraction
The global mining industry is undergoing a paradigm shift towards higher safety standards and increased operational efficiency. At the heart of this transformation is the Explosion-Proof Coal Mining Transport Systems Company landscape. In hazardous underground environments where methane gas and combustible dust pose constant threats, explosion-proof technology is not just an advantage—it is a life-saving necessity.
Currently, the demand for explosion-proof transport systems is surging across major mining hubs including Australia, South Africa, Russia, and the United States. As mines go deeper to access high-grade coal seams, the pressure on auxiliary transportation increases. Traditional systems are being replaced by high-capacity, rubber-tired vehicles and intelligent longwall chock carriers that offer flexibility and rapid deployment.

Large-scale mining corporations today are looking for more than just a "cheap" price tag. They seek Total Cost of Ownership (TCO) optimization. This includes:
Localized application is critical. For instance, in the wet and humid coal mines of Southeast Asia, corrosion resistance in hydraulic systems is the top priority. Conversely, in the deep-level coal mines of Northern China or Russia, the focus shifts to low-temperature resilience and ultra-high-pressure transport systems. Our 55/70T LWC Longwall Chock Carriers are engineered to adapt to these varying geological conditions, providing stable torque and traction on steep inclines.
A Leader in Technological Innovation since 1996
Shaanxi Kelong New Materials Technology Co., Ltd. has established itself as a top-three player in the domestic coal machine sealing industry. With an R&D investment exceeding 7% of annual income, we are committed to pushing the boundaries of explosion-proof auxiliary transportation equipment. Our production base utilizes advanced technology imported from DMH Company (Austria) and complete equipment sets from Italy, ensuring that our hydraulic hoses and sealing sets meet global elite standards.
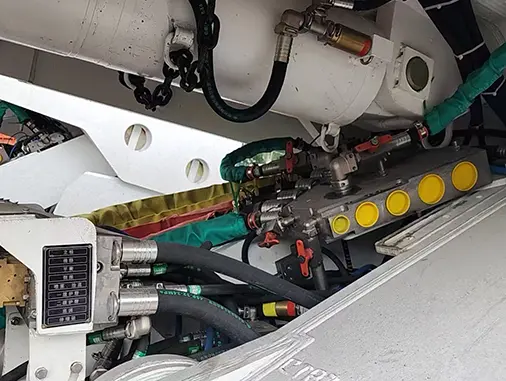
Proven Reliability in Real-World Mining and Industrial Applications

Ultra-tough, high-pressure hydraulic hose for rock-solid machinery performance in coal transport systems.

Rigorously tested, this hose stays stable under extreme conditions during surface handling.

Innovative design: combines flexibility and strength, easy to install in restricted spaces.

Upgrade your equipment's efficiency with our high-pressure hose engineered for clean energy.
Seals tight, lasts long in high-pressure settings, cutting maintenance costs for tunnel boring.
Integration of Italian equipment and Austrian sealing technology ensures that every transport system part exceeds industry expectations.
The Strategic Advantage of Kelong New Materials in the Global Supply Chain


As a direct factory, we offer "Cheap" yet high-quality solutions by optimizing our supply chain and leveraging domestic industrial clusters in Shaanxi.
Our roots in the Rubber Products Institute allow us to develop proprietary compounds for NBR, POM, and PTFE seals that outlast standard market offerings.
ISO and IRIS certifications mean every batch of high-pressure hose and every transport vehicle undergo rigorous safety testing before export.
The roadmap for Explosion-Proof Coal Mining Transport Systems Companies is moving towards electrification and zero-emission underground transport. While diesel remains prevalent, explosion-proof electric drive systems are the next frontier. Our R&D team is actively exploring lithium-iron-phosphate battery integration for our carriers to reduce ventilation requirements and heat emission in deep mines.
Furthermore, the shift towards "Integrated Intelligent Mining" means transport systems must "talk" to the mining face. Our components are designed to be sensor-ready, allowing for a seamless transition to a fully automated mine ecosystem where transport is optimized by real-time data analytics.
Specialized components for explosion-proof maintenance and system upgrades.
Whether you are looking for a reliable Explosion-Proof Coal Mining Transport Systems Company for fleet expansion or specialized sealing components to keep your hydraulic systems at peak performance, Shaanxi Kelong New Materials is ready to deliver. Our combination of Austrian design, Italian manufacturing precision, and Chinese supply chain efficiency makes us the preferred choice for coal mining operations worldwide.