The global mining and underground construction industry is witnessing a paradigm shift towards safety and automation. Explosion-proof underground handling machines are no longer just optional equipment; they are fundamental requirements in modern mining operations. As energy demands grow, extraction processes are moving into deeper, more volatile environments where methane gas and coal dust pose significant risks.
Currently, the market for explosion-proof vehicles is expanding across major mining hubs including Australia, South Africa, Russia, and the Americas. The trend is moving toward "Intelligent Mining," which integrates high-performance hydraulic systems, heavy-duty load capacities, and sophisticated explosion-proof sealing technologies. However, the high cost of Western-made equipment has led many global enterprises to seek "Cheap" yet high-quality alternatives—fueling the rise of advanced Chinese manufacturing.
In the next decade, we anticipate three major trends in the underground handling machine sector:

 600M+
RMB Total Assets
600M+
RMB Total Assets
 400M+
Annual Output Value
400M+
Annual Output Value
 500+
Global Employees
500+
Global Employees
 180+
Technical Engineers
180+
Technical Engineers
Enterprises worldwide—from Tier-1 mining companies to specialized tunnel contractors—are increasingly prioritizing Total Cost of Ownership (TCO). Procurement managers are no longer just looking at the sticker price; they are analyzing durability, maintenance cycles, and safety compliance.
At Kelong, we understand localized application scenarios. In Australian coal mines, humidity and salinity require extreme corrosion resistance. In the high-altitude mines of Peru, engine oxygen enrichment and hydraulic fluid stability are key. By utilizing equipment and production technology from DMH Company in Austria and hydraulic hose technology from Italy, Kelong bridges the gap between affordable pricing and European-standard performance.

Boasting over 500 employees, nearly 180 of whom are engineers and technicians, along with an R&D center and 7%+ annual R&D investment.
With ISO and IRIS certifications, our professional team conducts strict checks throughout the production process to guarantee top-notch quality.
Powered by a large workforce and substantial R&D input, we're capable of manufacturing various products to meet demands across multiple industries.

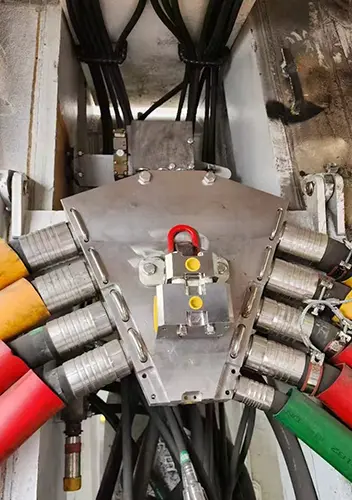
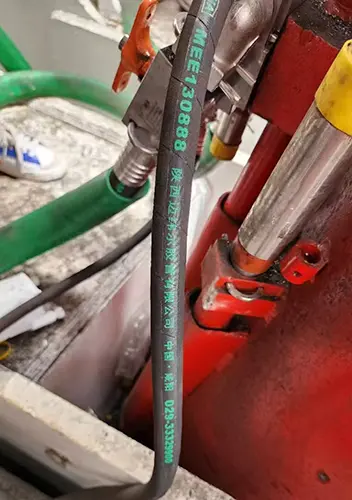
Ultra-tough, high-pressure hydraulic hose for rock-solid machinery performance in coal mines.

Rigorously tested, this hose stays stable under extreme load and atmospheric conditions.

Innovative design: combines flexibility and strength, easy to install in marine environments.

Upgrade your equipment's efficiency with our specialized high-pressure hydraulic solutions.
Why choose a Chinese factory for your Explosion-Proof Underground Handling Machines? The answer lies in the unique synergy of massive scale, technological leaps, and supply chain efficiency. Located in Shaanxi, the heart of China's energy industry, Kelong New Materials has grown from the Xianyang Kelong Rubber Products Institute founded in 1996 into a powerhouse of technological innovation.
Our advantages include:
Kelong is currently ranked in the top three in the domestic coal machine sealing industry, and we expect our frame-type handling vehicles to hit the top three globally within two years. We currently hold an 8% market share in the domestic market, a testament to our reliability and competitive pricing.















