Engineered high-pressure hydraulics and dynamic anti-contamination sealing configurations essential for rugged underground auxiliary flameproof haulage fleets.







Established in 1996, Shaanxi Kelong New Materials Technology Co., Ltd. (derived from the original Xianyang Kelong Rubber Products Institute) stands as a prominent pioneer in high-pressure sealing and flameproof underground mining transportation equipment.
We focus heavily on technical innovation, serving demanding environments in Coal Mining, Engineering Machinery, Aviation, High-speed Rail, and Wind Power Generation. Operating under strict global quality procedures, Kelong continues to deliver reliability where safety margins are zero.
Currently ranked in the top three in China’s domestic coal machine sealing market, Kelong's high-pressure rubber hoses and heavy flame-type handling vehicles are projected to secure top 3 ranks within two years, capturing more than 8% market share domestically.

Unveiling the engineering standards, explosion containment designs, and fluid power configurations required for heavy longwall chock carriers and low-profile mine transport.
In underground coal mining, the atmosphere frequently carries hazardous concentrations of combustible gases (primarily methane) and highly flammable coal dust. Standard internal combustion or electrical transport systems pose a catastrophic spark risk. Flameproof Coal Transport Vehicles (specifically designed low-profile haulers and longwall chock carriers, such as the 55/70T LWC Carrier) are heavily engineered with enclosure systems that prevent internal ignition from escaping into the mine environment.
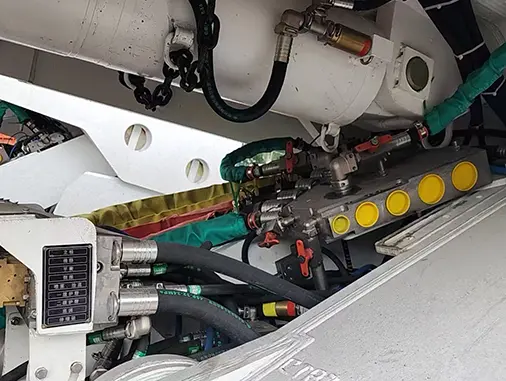
These massive vehicles handle heavy components, hydraulic shields, roadheaders, and mined coal under low overhead clearances, uneven flooring, and high dampness. Safety relies not only on the vehicle's structural frame but also on the integrity of the hydraulic lines, dynamic piston rod seals, and high-pressure wire braided hoses that control the steering, lifting, and braking mechanisms.
Heavy cast-iron flameproof housings block internal flame propagation. High-integrity wire-braided hoses and specialized polyurethane guide rings prevent hydraulic fluid atomization, avoiding thermal oil mist hazards.
Advanced hydraulic actuators, supported by Austrian DMH technology and custom FKM or NBR rotary seals, ensure consistent pressure maintenance under extreme thermal cycles without losing hydraulic fluid pressure.
Featuring multi-axle steering and high torque-to-weight ratios, our auxiliary transporters carry payloads up to 70 tons over steep inclines (up to 15 degrees) safely without loss of traction or load shifting.
A key component of flameproof transport efficiency is the hydraulic sealing system. Under variable temperature profiles, the vehicle's hydraulic cylinder must resist extrusion, friction, and fluid bypass.
| Component Name | Primary Material | Application Scene | Performance Limit |
|---|---|---|---|
| KL09 Rod Seal Set | NBR / PTFE / POM | Heavy lift cylinders on chock carriers | Up to 60 MPa (High Pressure) |
| KL-93 PU Wiper Seal | Polyurethane (PU) | Exposed actuator rods (coal dust protection) | Double lip wiper design |
| SAE 100 R12 Spiral Hose | Neoprene & steel wire spiral | Main hydraulic feedlines | High dynamic impulse life |
| FKM/NBR Rotary Seals | Fluorocarbon / Nitrile | Brake assemblies & wheel hubs | Friction-resistant sealing |
Why global mining enterprises rely on Kelong for cheap yet highly reliable flameproof vehicle parts and seal components.
Our sealing products utilize production equipment and technologies from DMH Company in Austria. This ensures that every high-pressure rod seal, polyurethane dynamic seal, and guide ring conforms to tight tolerances down to the micron. This precision guarantees leak-free operation on auxiliary transportation carriers.
Kelong’s hydraulic hose manufacturing base runs on a complete line of production machinery imported from Italy. Capable of outputting highly consistent wire-braided hoses (like SAE 100 R1 and R12), our facility ensures high resistance to pressure impulses, protecting against the risk of hose rupture in mines.
By investing over 7% of our annual revenue directly back into research and development, we consistently refine the raw material formulation of our seal rings, enabling long-life performance in coal mine equipment under high-pressure friction.

Ultra-tough high-pressure hydraulic hose for rock-solid machinery performance.

Rigorously tested, this hose stays stable under extreme load pressure.

Combines high elasticity and structural strength, easy to install in offshore environments.

Improves equipment efficiency with reliable sealing under cyclic pressure.
Seals tight and reduces downtime in high-pressure tunnel boring setups.
Operating flameproof machinery globally requires strict adherence to regional explosion-proof certifications. Our flameproof vehicles and associated sealing components comply with major international standards:
When procurement managers look for a *cheap flameproof coal transport vehicles pricelist*, they must analyze the Total Cost of Ownership (TCO). A low initial purchase price can lead to high operating costs if hydraulic cylinders fail or hoses break frequently under pressure.
Factors determining the pricelist structure:
Modern mining relies increasingly on automation and reduced emissions. The industry is moving toward:
Development of flameproof heavy battery-powered (EV) haulers to eliminate underground diesel emissions and reduce ventilation requirements.
LiDAR and collision avoidance integration on coal vehicles for semi-autonomous longwall transfer operations.
Transition from standard rubber O-rings to high-grade FKM and HNBR compounds to withstand thermal conditions in deeper mines.
Technical answers regarding flameproof specifications, seal durability, and heavy vehicle logistics.
Our comprehensive range of hydraulic products, high-pressure rubber hoses, and frame-type handling vehicle sealing solutions.